|
||||||||||||||||
|
||||||||||||||||






Настоящий стандарт распространяется на горячекатаную круглую сталь гладкого и периодического профиля, предназначенную для армирования обычных и предварительно напряженных железобетонных конструкций (арматурная сталь). В части норм химического состава низколегированных сталей стандарт распространяется также на слитки, блюмсы и заготовки. (Измененная редакция, Изм. № 4). 1. КЛАССИФИКАЦИЯ И СОРТАМЕНТ1.1. В зависимости от механических свойств арматурная сталь подразделяется на классы A-I (А240), А-II (А300), А-III (А400), A-IV (A600), A-V (A800), A-VI (A1000). 1.2. Арматурная сталь изготовляется в стержнях или мотках. Арматурную сталь класса A-I (A240) изготовляют гладкой, классов А-II (А300), А-III (А400), A-IV (A600), A-V (A800) и A-VI (A1000) - периодического профиля. По требованию потребителя сталь классов А-II (А300), А-III (А400), A-IV (A600) и A-V (A1000) изготовляют гладкой. 1.1, 1.2.(Измененная редакция, Изм. № 5). 1.3. Номера профилей, площади поперечного сечения, масса 1 м длины арматурной стали гладкого и периодического профиля, а также предельные отклонения по массе для периодических профилей должны соответствовать указанным в табл. 1. 1.4. Номинальные диаметры периодических профилей должны соответствовать номинальным диаметрам равновеликих по площади поперечного сечения гладких профилей. Таблица 1
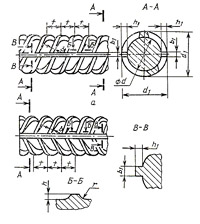
(Измененная редакция, Изм. № 3). 1.5. Масса 1 м профиля вычислена по номинальным размерам при плотности стали, равной 7,85*103 кг/м3. Вероятность обеспечения массы 1 м должна быть не менее 0,9. (Измененная редакция, Изм. № 3). 1.6. Предельные отклонения диаметра гладких профилей должны соответствовать ГОСТ 2590-88 для обычной точности прокатки. 1.7. Арматурная сталь периодического профиля представляет собой круглые профили с двумя продольными ребрами и поперечными выступами, идущими по трехзаходной винтовой линии. Для профилей диаметром 6 мм допускаются выступы, идущие по однозаходной винтовой линии, диаметром 8 мм - по двухзаходной винтовой линии. 1.8. Арматурная сталь класса А-II (А300), изготовленная в обычном исполнении, профилем, приведенным на черт. 1a, и специального назначения Ас-II (Ас300) профилем, приведенным на черт. 2а, должна иметь выступы, идущие по винтовым линиям с одинаковым заходом на обеих сторонах профиля. Сталь класса A-III (A400), изготовляемая профилем, приведенным на черт. 1б, и классов A-IV (A600), A-V (A800), A-VI (A1000) профилем, приведенным на черт. 1б, 2б, должна иметь выступы по винтовым линиям, имеющим с одной стороны профиля правый, а с другой - левый заходы.
Черт. 1
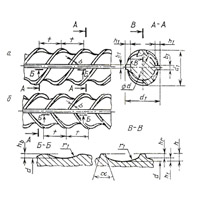
Черт. 2 Арматурную сталь специального назначения класса Ас-II (Ас300) изготовляют профилями, приведенными на черт. 1a или 2а. Профиль, приведенный на черт. 2а, специального назначения изготовляется по согласованию изготовителя с потребителем. Форма и размеры профилей, приведенных на черт. 2а и б, могут уточняться. 1.9. Размеры и предельные отклонения размеров арматурной стали периодического профиля, изготавливаемого по черт. 1a и б, должны соответствовать приведенным в табл. 2, а по черт. 2а и б - приведенным в табл. 3. Таблица 2 Размеры, мм
Примечание. По требованию потребителя предельные отклонения размера d1 не должны превышать предельных отклонений d плюс удвоенные предельные отклонения h. Таблица 3 Размеры, мм
1.10. Относительные смещения винтовых выступов по сторонам профиля, разделяемых продольными ребрами, не нормируются. Размеры, на которые не установлены предельные отклонения, приведены для построения калибра и на готовом профиле не проверяются. 1.11. Овальность гладких профилей (разность наибольшего и наименьшего диаметров в одном сечении) не должна превышать суммы плюсового и минусового предельных отклонений по диаметру. 1.9-1.11. (Измененная редакция, Изм. № 3). 1.12. Арматурную сталь классов А-I (А240) и А-II (А300) диаметром до 12 мм и класса А-III (А-400) диаметром до 10 мм включительно изготовляют в мотках или стержнях, больших диаметров - в стержнях. Арматурную сталь классов A-IV (A600), A-V (A800) и A-VI (A1000) всех размеров изготовляют в стержнях, диаметром 6 и 8 мм изготовляют по согласованию изготовителя с потребителем в мотках. 1.13. Стержни изготовляют длиной от 6 до 12 м: мерной длины; мерной длины с немерными отрезками длиной не менее 2 м не более 15 % от массы партии; немерной длины. В партии стержней немерной длины допускается наличие стержней длиной от 3 до 6 и не более 7 % от массы партии. По согласованию изготовителя с потребителем допускается изготовление стержней от 5 до 25 м. 1.14. Предельные отклонения по длине мерных стержней должны соответствовать приведенным в табл. 4. Таблица 4
Стержни повышенной точности изготовляют по требованию потребителя. 1.15. Кривизна стержней не должна превышать 0,6 % измеряемой длины. Примеры условных обозначений Арматурная сталь диаметром 20 мм, класса A-II (А300): 20-A-II (A300) ГОСТ 5781-82 Арматурная сталь диаметром 18 мм, класса A-I (А240): 18-A-I (А240) ГОСТ 5781-82 В обозначении стержней класса A-II специального назначения добавляется индекс с: Ас-II. Измененная редакция, Изм. № 4). 2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ2.1. Арматурную сталь изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке. 2.2. Арматурную сталь изготовляют из углеродистой и низколегированной стали марок, указанных в табл. 5. Марка стали указывается потребителем в заказе. При отсутствии указания марку стали устанавливает предприятие-изготовитель. Для стержней класса A-VI (А-1000) марки стали устанавливают по согласованию изготовителя с потребителем. Таблица 5
Примечания: 1. Допускается изготовление арматурной стали класса A-V (А800). Из стали марок 22Х2Г2АЮ, 22Х2Г2Р и 20Х2Г2СР. 2. Размеры, указанные в скобках, изготовляют по согласованию изготовителя с потребителем. (Измененная редакция, Изм. № 3, 4). 2.3. Химический состав арматурной углеродистой стали должен соответствовать ГОСТ 380-88, низколегированной стали - нормам, приведенным в табл. 6Таблица 6
Продолжение табл. 6
2.3.1. В стали марки 20ХГ2Ц допускается увеличение массовой доли хрома до 1,7 % и замена циркония на 0,02-0,08 % титана. В стали марки 23Х2Г2Т допускается замена титана на 0,05-0,10 % циркония. В этом случае в обозначении стали марки 20ХГ2Ц вместо буквы Ц ставят букву Т, стали марки 23Х2Г2Т вместо буквы Т ставят букву Ц. В стали марки 32Г2Рпс допускается замена алюминия титаном или цирконием в равных единицах. 2.3.2. Массовая доля азота в стали марки 22Х2Г2А10 должна составлять 0,015-0,030 %, массовая доля остаточного азота в стали марки 10ГТ - не более 0,008 %. 2.3.3. Массовая доля бора в стали марок 22Х2Г2Р, 20Х2Г2СР и 32Г2Рпс должна быть 0,001-0,007 %. В стали марки 22Х2Г2АЮ допускается добавка бора 0,001-0,008 %. 2.3.4. Допускается добавка титана в сталь марок 18Г2С, 25Г2С, 35ГС из расчета его массовой доли в готовом прокате 0,01-0,03 %, в сталь марки 35ГС из расчета его массовой доли в готовом прокате, изготовленном в мотках, 0,01-0,06 %. 2.4. Отклонения по химическому составу в готовом прокате из углеродистых сталей - по ГОСТ 380-88, из низколегированных сталей при соблюдении норм механических свойств - по табл. 7. Минусовые отклонения по содержанию элементов (кроме титана и циркония, а для марки стали 20Х2Г2СР кремния) не ограничивают. Таблица 7
Примечание. По согласованию изготовителя с потребителем сталь может изготовляться с другими отклонениями по содержанию хрома, кремния и марганца. (Измененная редакция, Изм. № 3). 2.5. Арматурную сталь классов А-I (А240), А-II (А300), A-III (А400), A-IV (А600) изготовляют горячекатаной, класса A-V (А800) - с низкотемпературным отпуском, класса A-VI (A1000) - с низкотемпературным отпуском или термомеханической обработкой в потоке прокатного стана. Допускается не проводить низкотемпературный отпуск стали классов A-V (А800) и A-VI (A1000) при условии получения относительного удлинения не менее 9 % и равномерного удлинения не менее 2 % при испытании в течение 12 ч после прокатки. 2.6. Механические свойства арматурной стали должны соответствовать нормам, указанным в табл. 8. Таблица 8
Примечания: 1. По согласованию изготовителя с потребителем допускается не проводить испытание на ударную вязкость арматурной стали класса Ас-II (Ас300). 2. (Исключен, Изм. № 3).> 3. Для арматурной стали класса А-IV (А600) диаметром 18 мм стали марки 80С норма изгиба в холодном состоянии устанавливается не менее 30°. 4. Для арматурной стали класса A-I (А240) диаметром свыше 20 мм при изгибе в холодном состоянии на 180° с = 2d, класса A-II (А300) диаметром свыше 20 мм с = 4d. 5. В скобках указаны условные обозначения по пределу текучести. (Измененная редакция, Изм. № 1, 3). Для стали класса А-II (А300) диаметром свыше 40 мм допускается снижение относительного удлинения на 0,25 % на каждый миллиметр увеличения диаметра, но не более чем на 3 %. Для стали класса Ас-II (Ас300) допускается снижение временного сопротивления до 426 МПа (43,5 кгс/мм2) при относительном удлинении: d5 30 % и более. Для стали марки 25Г2С класса А-III (А400) допускается снижение временного сопротивления до 560 МПа (57 кгс/мм2) при пределе текучести не менее 405 МПа (41 кгс/мм2), относительном удлинении: d5 не менее 20 %. 2.7. Статистические показатели механических свойств арматурной стали периодического профиля должны соответствовать приложению 1, с повышенной однородностью механических свойств - обязательному приложению 1 и табл. 9. Таблица 9
Примечания: 1. S - среднеквадратическое отклонение в генеральной совокупности испытаний; Sо - среднеквадратическое отклонение в партии-плавке; - среднее значение в генеральной совокупности испытаний; - минимальное среднее значение в партии-плавке. 2. Для арматурной стали в мотках диаметром 6 и 8 мм допускается повышение норм по S и Sо на 4,9 МПа (0,5 кгс/мм2). 3. (Исключен, Изм. № 5). Вероятность обеспечения механических свойств, указанных в табл. 8, должна быть не менее 0,95. (Измененная редакция, Изм. № 3, 5). 2.8. На поверхности профиля, включая поверхность ребер и выступов, не должно быть раскатанных трещин, трещин напряжения, рванин, прокатных плен и закатов. Допускаются мелкие повреждения ребер и выступов, в количестве не более трех на 1 м длины, а также незначительная ржавчина, отдельные раскатанные загрязнения, отпечатки, наплывы, следы раскатанных пузырей, рябизна и чешуйчатость в пределах допускаемых отклонений по размерам. (Измененная редакция, Изм. № 2). 2.9. Свариваемость арматурной стали всех марок, кроме 80С, обеспечивается химическим составом и технологией изготовления. 2.10. Углеродный эквивалент для свариваемой стержневой арматуры из низколегированной стали класса А-III (А400) должен быть не более 0,62. 3. ПРАВИЛА ПРИЕМКИ3.1. Арматурную сталь принимают партиями, состоящими из профилей одного диаметра, одного класса, одной плавки-ковша и оформленными одним документом о качестве. Масса партии должна быть до 70 т. Допускается увеличивать массу партии до массы плавки-ковша. 3.2. Каждая партия сопровождается документом о качестве по ГОСТ 7566-81 с дополнительными данными: номер профиля; класс; минимальное среднее значение и среднеквадратические отклонения Sо в партии величин sт (s0,2) и sв; результаты испытаний на изгиб в холодном состоянии; значения равномерного удлинения для стали класса А-IV (А600), A-V (A800), A-VI (А1000). 3.3. Для проверки размеров и качества поверхности отбирают: при изготовлении арматурной стали в стержнях - не менее 5 % от партии; при изготовлении и мотках - два мотка от каждой партии. (Измененная редакция, Изм. № 3). 3.4. Для проверки химического состава пробы отбирают по ГОСТ 7565-81. Массовую долю алюминия изготовитель определяет периодически, но не реже одного раза в квартал. 3.5. Для проверки на растяжение, изгиб и ударную вязкость от партии отбирают два стержня. Для предприятия-изготовителя интервал отбора стержней должен быть не менее половины времени, затраченного на прокатку одного размера профиля одной партии. (Измененная редакция, Изм. № 3). 3.6. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей повторные испытания проводят по ГОСТ 7566-81. 4. МЕТОДЫ ИСПЫТАНИЙ4.1 Химический анализ стали проводят по ГОСТ 12344-88, ГОСТ 12348-78, ГОСТ 12350-78, ГОСТ 12352-81, ГОСТ 12355-78, ГОСТ 12356-81, ГОСТ 18895-81 или другими методами, обеспечивающими требуемую точность. 4.2. Диаметр и овальность профилей измеряют на расстоянии не менее 150 мм от конца стержня или на расстоянии не менее 1500 мм от конца мотка при массе мотка до 250 кг и не менее 3000 мм при массе мотка более 250 кг. 4.3. Размеры проверяют измерительным инструментом необходимой точности. 4.4. От каждого отобранного стержня для испытания на растяжение, изгиб и ударную вязкость отрезают по одному образцу. 4.5. Отбор проб для испытания на растяжение, изгиб и ударную вязкость проводят по ГОСТ 7564-73. 4.6. Испытание на растяжение проводят по ГОСТ 12004-81. 4.7. Испытание на изгиб проводят по ГОСТ 14019-80 на образцах сечением, равным сечению стержня. Для стержней диаметром свыше 40 мм допускается испытание образцов, разрезанных вдоль оси стержня, на оправке, диаметром, уменьшенным вдвое по сравнению с указанным в табл. 4, с приложением усилия изгиба со стороны разреза. 4.8. Определение ударной вязкости проводят по ГОСТ 9454-78 на образцах с концентратором вида U типа 3 для стержней диаметром 12-14 мм и образцах типа 1 для стержней диаметром 16 мм и более. Образцы изготовляют в соответствии с требованиями ГОСТ 9454-78. 4.9. Допускается применять статистические и неразрушающие методы контроля механических свойств и массы профилей. 4.10. Кривизна стержней измеряется на длине поставляемого профиля, но не короче 1 м. 4.11. Определение статистических показателей механических свойств в соответствии с обязательным приложением 2. 4.12. Качество поверхности проверяют без применения увеличительных приборов. 4.10-4.12. (Введены дополнительно, Изм. № 3). 4.13. Измерение высоты поперечных выступов периодического профиля следует проводить по вертикальной оси поперечного сечения арматурного проката. (Введен дополнительно, Изм. № 4). 5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ5.1. Упаковка, маркировка, транспортирование и хранение - по ГОСТ 7500-81 с дополнениями: концы стержней из низколегированных сталей класса А-IV (А600) должны быть окрашены красной краской, класса A-V (А800) - красной и зеленой, класса A-VI (A1000) - красной и синей. Допускается окраска связок на расстоянии 0,5 м от концов; стержни упаковывают в связки массой до 15 т, перевязанные проволокой или катанкой. По требованию потребителя стержни упаковывают в связки массой до 3 и 5 т; на ярлыке, прикрепленном к каждой связке стержней, наносят принятое обозначение класса арматурной стали (например, A-III) или условное обозначение класса по пределу текучести (А400). На связки краска наносится полосами шириной не менее 20 мм на боковую поверхность по окружности (не менее 1/2 длины окружности) на расстоянии не более 500 мм от торца. На мотки краска наносится полосами шириной не менее 20 мм поперек витков с наружной стороны мотка. На неупакованную продукцию краска наносится на торец или на боковую поверхность на расстоянии не более 500 мм от торца. (Измененная редакция, Изм. № 3, 5). ПриложенияИНФОРМАЦИОННЫЕ ДАННЫЕ1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР, Госстроем СССР> РАЗРАБОТЧИКИ Н. М. Воронцов, канд. техн. наук; И. С. Гринь, канд. техн. наук; К. Ф. Перетятько; Г. И. Снимщикова; Л. Г. Больших, Е. Д. Гавриленко; канд. техн. наук; К. В. Михайлов, д-р техн. наук; С. А. Мадатян, канд. техн. наук; Н. М. Мулин, канд. техн. наук; В. З. Мешков, канд. техн. наук; Б. П. Горячев, канд. техн. наук; Б. Н. Фридлянов; В. И. Петина 2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 17.12. № 4800 3. Взамен ГОСТ 5.1459-72, ГОСТ 5781-75 4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ>
5. Ограничение срока действия снято по решению Межгосударственного совета по стандартизации, метрологии и сертификации (протокол 3-93 от 17.02.93). 6. ПЕРЕИЗДАНИЕ (декабрь 1993 г.) с Изменениями № 1, 2, 3, 4, 5, утвержденными в феврале 1984 г., июне 1987 г., декабре 1987 г., октябре 1989 г, в декабре 1990 г. (ИУС 5-84, 11-87, 3-88, 1-90, 3-91).
Смотрите также: |
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

| (C) "ДелеМ", Web-дизайн, создание сайта, Интернет-маркетинг - Текарт. |
|